
1.Popis výrobku

Popis:
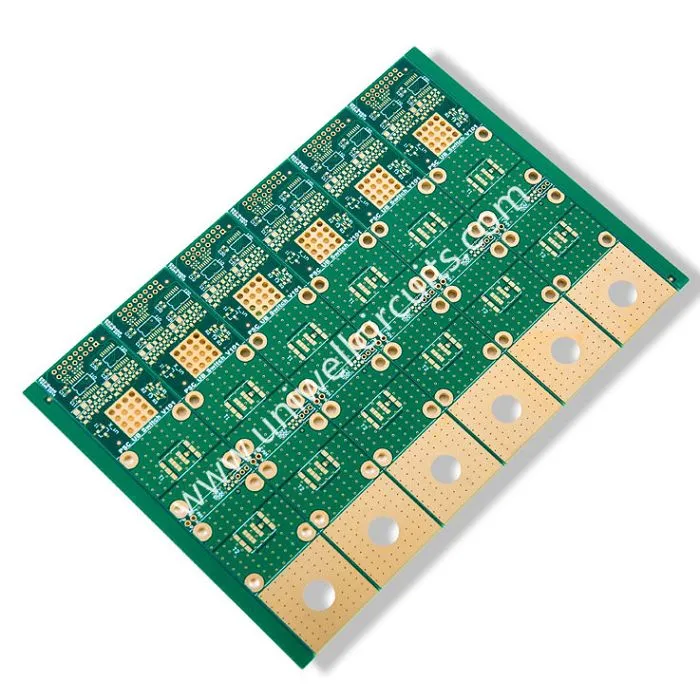
Vrstva: 6
Tloušťka desky: 1,55 mm
Povrchová úprava: ponorné zlato.
Materiál: FR4.
Minimální šířka čáry / vzdálenost linky: 30/25 mil
Min. Otvor: 0,32m
Společnost Uniwell Circuits založila výkonný tým pro výzkum a vývoj, který zlepšuje technologické schopnosti pro vysokofrekvenční, vysokou TG, vysokou CTI, impedanční regulaci, zakryté a slepé otvory, tuhý flexibilní kombinační materiál, hliníkovou základnu a bez halogenů atd. produkty Uniwellových obvodů jsou široce používány v oblasti komunikace, sítě, digitálních produktů, průmyslové kontroly, lékařské péče, letectví a astronautiky, obranných a vojenských oborů.
2. Informace o společnosti
Uniwell obvody co., LTD. se specializuje na výrobu různých přizpůsobených PCB & PCBA pro domácí spotřebiče, komunikační průmysl, automobilový průmysl a LED světla průmyslu. Servis na OEM a ODM projektu. Byli jsme v oboru PCB více než 10 let. S profesionálním týmem pro výzkum a vývoj a zkušenými zaměstnanci jsme schopni dát svůj návrh do fyzického produktu a také dát svůj nápad do funkčního designu a produktu. Můžeme Vám nabídnout jednorázové řešení z PCB, nákup komponentů, montáž komponent, test na celou výrobu.

3.Kvalitní systém
Máme plně kvalitní systém, a jsme si jisti, že produkty, které pro vás jsou všechny splňují národní standard.

4.Specifikace naší schopnosti
Máme profesionální tým R & D, který nabízí našim zákazníkům inovativní a efektivní design a servis.
Materiál | FR4, CEM-3, kovové jádro, |
Halogenový volný, Rogers, PTFE | |
Max. Velikost dokončovací plochy | 1500 x 610 mm |
Min. Tloušťka desky | 0,20 mm |
Max. Tloušťka desky | 8,0 mm |
Buried / Blind Via (bez kříže) | 0,1 mm |
Poměr stran | 16:01 |
Min. Velikost vrtání (mechanická) | 0,20 mm |
Tolerance PTH / otvory pro lisování / NPTH | +/- 0,0762 mm / +/- 0,05 mm / +/- 0,05 mm |
Max. Počet vrstev | 40 |
Max. měď (vnitřní / vnější) | 6OZ / 10 OZ |
Tolerance vrtání | +/- 2 mil |
Registrace vrstvy na vrstvu | +/- 3 mil |
Min. šířka / prostor řádku | 2,5 / 2,5 mil |
Rozteč BGA | 8 mil |
Povrchová úprava | HASL, HASL bez olova, |
ENIG, ponorné stříbro / cín, OSP |
5. Pokročilé vybavení v naší továrně
● Uniwell má kompletní sady zařízení pro výrobu a testování desek s plošnými spoji
● Amerika, Německo, Isreal, Japonsko dovezené
● Vysokorychlostní CNC frézka, optický plotr, sítotisk, laminovací stroj
● Expoziční stroj, Těžká měděná linka, Linka na pokovování zlatou a niklovou, Stroj na leptání
● Stroj na postřikování horkým vzduchem, Velký vzduchový kompresor
● Nesmíchané zařízení na úpravu vody, Zařízení na úpravu odpadních vod


6.Prevent PCB z metody deformace tiskové desky.
V procesu výroby PCB je metoda deformace následující:
1.Výroba inženýrství:
A. Uspořádání polotuhlé vrstvy mezi vrstvami by mělo být symetrické. Například, tloušťka mezi vrstvami 1 ~ 2 a 5 ~ 6 by měla být stejná jako tloušťka polotuhého filmu, jinak bude po laminování snadná deformace.
B. Vícevrstvé desky a polotvrdené filmy používají stejné výrobky dodavatele.
C. Povrch vnějších A a B by měl být co nejblíže. Pokud je obličej Velký měděný povrch a B je jen pár řádků, deska se po leptání snadno vyvine. Pokud je plocha dvou strany linky jsou příliš odlišné, lze je vyvážit přidáním některých nezávislých roštů na tenké straně.
2) Plech na pečení před podáváním:
Vyčištění listu před vypalovací deskou (150 stupňů Celsia, 8 + 2 hodiny) za účelem odstranění vlhkosti uvnitř desky a vytvrzení pryskyřice uvnitř desky, čímž se dále eliminuje zbytkové napětí v desce, což je užitečné při zabránění deformaci desky .V současné době mnoho obojstranných, vícevrstvé desky stále drží na materiálu před nebo po procesu. Ale existuje také nějaká deska továrna, nyní PCB továrny doba pečení talíř pravidel také nekonzistentní, v rozmezí 4 až 10 hodin, navrhl, že třída podle výroby desek plošných spojů a požadavek zákazníků na stupně warp rozhodnout.Po řezání do dělené desky po pečení nebo po celém materiálu je pečené, obě metody jsou proveditelné.Vnitřní deska by měla být také pečené.
3) Směr osnovy a útku polotvrzených fólií:
Je nutné rozlišovat mezi polohou polotovaru a laminátů v polohách a na šířku. V opačném případě je snadné způsobit, že dokončená deska je po laminování dokončena, i když je obtížné napravit přítlačnou desku. Mnoho důvodů pro deformaci vícevrstvé desky spočívají v tom, že osnovy a útku laminovaných polotvrzených fólií jsou nediferencované a způsobené překrytí.
Jak rozlišovat mezi osnovou a útkem? Směr válcované polotvrzené fólie je směr směru a směr šířky je zónový směr. V případě měděné fólie, dlouhého okraje je krátký okraj směr, pokud je ne, může být určeno výrobci nebo dodavateli.
4) Odlehčení napětí po laminování:
Sendvičová deska po naplnění lisu za studena lisováním za tepla nebo frézování, poté pečlivě pečte v peci 150 stupňů Celsia po dobu 4 hodin, aby se postupně uvolňovala vnitřní vrstva a vytvrzovala pryskyřice. Tento krok je vynechán.
5) Deska musí být při galvanizaci narovnána:
0,4 ~ 0,6 mm ultratenká vícevrstvá deska a elektrolytická grafika by měla vytvářet speciální upínací válec, létání automatické galvanické linky na svorku na listu, s kulatou tyčinkou celou šňůru navíjecího řetězu za letu, takže všechny desky na vyrovnávacím válci , takže deska nebude po pokládce deformována. Bez tohoto opatření se fólie ohne a je obtížné odstranit po pokovení měděné vrstvy 20 nebo 30 mikronů.
6) Chlazení desky po vyrovnání horkého vzduchu:
Horký vzduch tiskové desky je ovlivněn vysokou teplotou žlabu (přibližně 250 stupňů Celsia) a měl by být umístěn na plochou mramorovou nebo ocelovou desku, aby se ochlazoval přirozeně a následně byl vyčištěn zařízením pro následné zpracování . To je dobré pro deformaci desky. Některá továrna na zvýšení jasu povrchu olova, cínu, desky do studené vody, ihned poté, co se horký vzduch vyrovnává po několika sekundách při přepracování, taková horečka a studený šok, u některých typů desek je pravděpodobné, že způsobí deformaci, vrstevnatost nebo blistru. Kromě toho může být zařízení vybaveno plynově plovoucím ložem pro chlazení.
7) Zpracování deformačních desek:
V řádné továrně bude tištěná deska provádět 100% kontrolu rovinnosti při provedení finální inspekce. Všechny nekvalifikované desky se vyberou a umístí do trouby po dobu 3 až 6 hodin při teplotě 150 ° C a pod vysokým tlakem a přirozeně ochlaďte pod tlakem.Potom vyložte tlak a vyjměte desku, kterou lze použít k zkontrolování rovinnosti, aby některé desky mohly být uloženy a některé desky potřebují dva až třikrát pečicí tlak, aby byly vyrovnané.Shanghai hubao agentův vzduch deformační přístroj má velmi dobrý účinek při opravě obvodové desky, při níž se používá šanghajský zvonek.Pokud nebudou prováděny výše uvedené anti-deformační opatření, některé desky jsou zbytečné a mohou být pouze vyřazeny.
Populární Tagy: 8l ENIG normální TG obvodová deska, Čína, dodavatelé, výrobci, továrna, levné, na míru, nízká cena, vysoká kvalita, citace